



Автоматизація на заводах з виробництва збірного залізобетону на сьогоднішній день відіграє дуже важливу роль – зниження ручної праці, мінімізація впливу так званого «людського фактора» на якість готової продукції та виробничий процес, (на європейських автоматизованих фабриках виробляють 400-450 тис. м2 плит за рік; три оператора в 2 зміни по 12 г. знімають не менше 9 доріжок L=150 м) зниження частки браку при виробництві та зниження собівартості готової продукції.
В арсеналі компанії Nordimpianti існує безліч рішень, які допомагають автоматизувати виробництво заздалегідь напружених залізобетонних виробів на довгих стендах, наприклад 150-190 м.
Розглянемо виробничий процес виготовлення пустотної плити із самого початку.
Підготовка стенду
При підготовці стенду рівень автоматизації невисокий – так чи інакше потрібна присутність оператора, який керує багатофункціональною машиною, розподіляє та фіксує арматуру. Однак сама по собі машина – це вже значний крок у прискоренні виробництва та зниженні кількості ручної праці: використовуючи цю машину оператор може чистити стенд від залишків виробництва, наносити рівномірним шаром розпалубне мастило на стенд і розкладати арматуру вздовж стенду. Відсутність цієї машини на стадії підготовки до виробництва продукції призводить до збільшення кількості персоналу як мінімум на 1-2 чоловік і до значного збільшення часу процесу – у цьому випадку стенд доведеться чистити вручну щітками, ганчір'ям та іншими пристроями, наносити мастило за допомогою розпилювача або іншим способом (що аж ніяк не гарантує рівномірність її нанесення та економну витрату) і розкладати арматуру також вручну (що за певної довжини стенду ставає практично неможливим – адже, наприклад, маса каната діаметром 12 мм та довжиною 120 м становить близько 90 кг). Важливим фактором також є підтримання чистоти та порядку у виробничому цеху. Як відомо, при виготовленні та різанні виробів утворюється велика кількість залишків – шламової води та твердих частин. У процесі чищення виробничого стенду ці залишки переміщуються до кінця цеху, де накопичуються. Для їх ефективного видалення компанією розроблено поперечний скріперний ланцюговий конвеєр, який встановлюється поперек цеху в кінці лінії і програмується на періодичне включення і видалення залишків, що потрапляють до нього, в шламовий басейн. Nordimpianti пропонує автоматизовану машину працюючу за датчиками підлоги.
Для виробництва, залежно від конфігурації та типу виробу, можуть застосовуватись різні машини – екструдер, сліпформер або машина вібролиття. На сьогоднішній день екструдер (застосовується для виробництва пустотних плит перекриття або пустотних стінових панелей) є найбільш автоматизованою машиною. Завдяки об'ємному методу формування виробів та примусовому способу створення тиску при ущільненні бетону ця
 машина вимагає найменшої уваги оператора. Якщо порівнювати екструдер з іншими машинами, то при роботі на сліпформері присутність оператора необхідно практично постійно - оператор повинен стежити за рівнями подачі бетону в і із переднього і заднього розподільчих бункерів, повинен регулювати швидкість переміщення машини в залежності від параметрів бетонної суміші, що подається. Якщо мова вести про машину вібролиття, то там роль оператора ще вища - тиск, необхідний для ущільнення бетону, створюється за рахунок природного стовпа бетонної суміші, розташованого в бункері, що подає.
машина вимагає найменшої уваги оператора. Якщо порівнювати екструдер з іншими машинами, то при роботі на сліпформері присутність оператора необхідно практично постійно - оператор повинен стежити за рівнями подачі бетону в і із переднього і заднього розподільчих бункерів, повинен регулювати швидкість переміщення машини в залежності від параметрів бетонної суміші, що подається. Якщо мова вести про машину вібролиття, то там роль оператора ще вища - тиск, необхідний для ущільнення бетону, створюється за рахунок природного стовпа бетонної суміші, розташованого в бункері, що подає.
При зменшенні висоти стовпа падає тиск у зоні ущільнення, що призводить до змін у кінцевому продукті. Тому завдання оператора уважно контролювати процес та не допускати значного зниження тиску. Для екструдера компанією Nordimpianti розроблена система автоматичного контролю ущільнення. Ця система є тензодатчик, вбудований в задню вісь машини і налаштований на певну масу. На початку виробничого процесу, коли продукт ще не виходить з машини, тензодатчик зазнає надлишкового тиску від маси машини і змушує швидше обертатися шнеки, а також регулює частоту коливання шнеків, бортів і пристрою, що загладжує. Як тільки продукт починає виходити з машини, тиск на тензодатчик знижується і система повертає роботу машини до оптимальних параметрів. У разі подачі сухої бетонної суміші машина починає підніматися і тиск на тензодатчик знижується. У цьому випадку шнеки починають обертатися повільніше і пропорційно регулюється частота коливання бортів і пристрою, що загладжує. При подачі вологої суміші система реагує навпаки. Всі вищеописані дії дозволяють отримати на виході стабільний продукт високої якості без постійної участі оператора. Екструдер підключається до тролеїв розподільчого мосту.
Важливою стадією у виробничому ланцюжку є подача бетонної суміші від бетонозмішувального вузла до формувальної машини. Для автоматизації цього виробничого процесу в арсеналі компанії існують системи адресної подачі та розподілу бетону. Оператору формувальної машини, отримавши виробниче завдання і знаючи попередньо необхідну кількість бетону (виходячи з геометрії виробу), достатньо лише повідомити оператора БСУ потрібну кількість бетону та його марку. Або зробити замовлення на панелі автоматизованої системи замовлень бетону у потрібному обсязі. Далі, заміс за замісом, система діє автономно - із змішувача проводиться вивантаження в кюбель адресної подачі бетону, кюбель відправляється в потрібний проліт виробничої будівлі і автоматично визначає положення бетонороздавача, зупиняється на невеликій відстані в стадії очікування сигналу. Як тільки кюбель отримує сигнал про те, що бункер бетонороздавача порожній, він під'їжджає впритул і проводиться вивантаження бетону у видатковий бункер бетонороздавача.
 Розмітка та маркування виробів – операція необхідна для їх правильного різання (залежно від замовлення) та подальшої ідентифікації. Як правило, це робиться однією людиною - вручну вимірюється необхідна довжина і вказується позначка місця порізки кожного виробу. Після порізки на виробі наноситься маркувальний напис фарбою, що містить інформацію про вид виробу, дату виготовлення, партію та виробника. Всі ці операції може виконувати одна машина, виготовляючи їх по свіжоукладеному бетону - плотер. Також, плоттер виконує перфорацію плит для зимового будівництва.
Розмітка та маркування виробів – операція необхідна для їх правильного різання (залежно від замовлення) та подальшої ідентифікації. Як правило, це робиться однією людиною - вручну вимірюється необхідна довжина і вказується позначка місця порізки кожного виробу. Після порізки на виробі наноситься маркувальний напис фарбою, що містить інформацію про вид виробу, дату виготовлення, партію та виробника. Всі ці операції може виконувати одна машина, виготовляючи їх по свіжоукладеному бетону - плотер. Також, плоттер виконує перфорацію плит для зимового будівництва.
Після закінчення процесу формування та розмітки вироби піддаються термовологій обробці. Сьогодні цей процес також автоматизований та керує ним система управління та контролю прогріву. Вона являє собою групу термодатчиків, систему насосів та засувок і керуючу електричну шафу з PLC всередині. Оператору достатньо лише запустити програму виконання на початку формування стенду, решту буде зроблено автоматично. Система по черзі вмикає/вимикає насоси та відкриває/закриває засувки залежно від заданої програми термовологої обробки та поточної температури стенду. У систему вбудована можливість збору даних, їх архівації та відображення у вигляді графіків, що дуже важливо для технолога підприємства – адже будь-яка оптимізація технологічного процесу ґрунтується на аналізі даних, отриманих раніше.
Порізка виробів
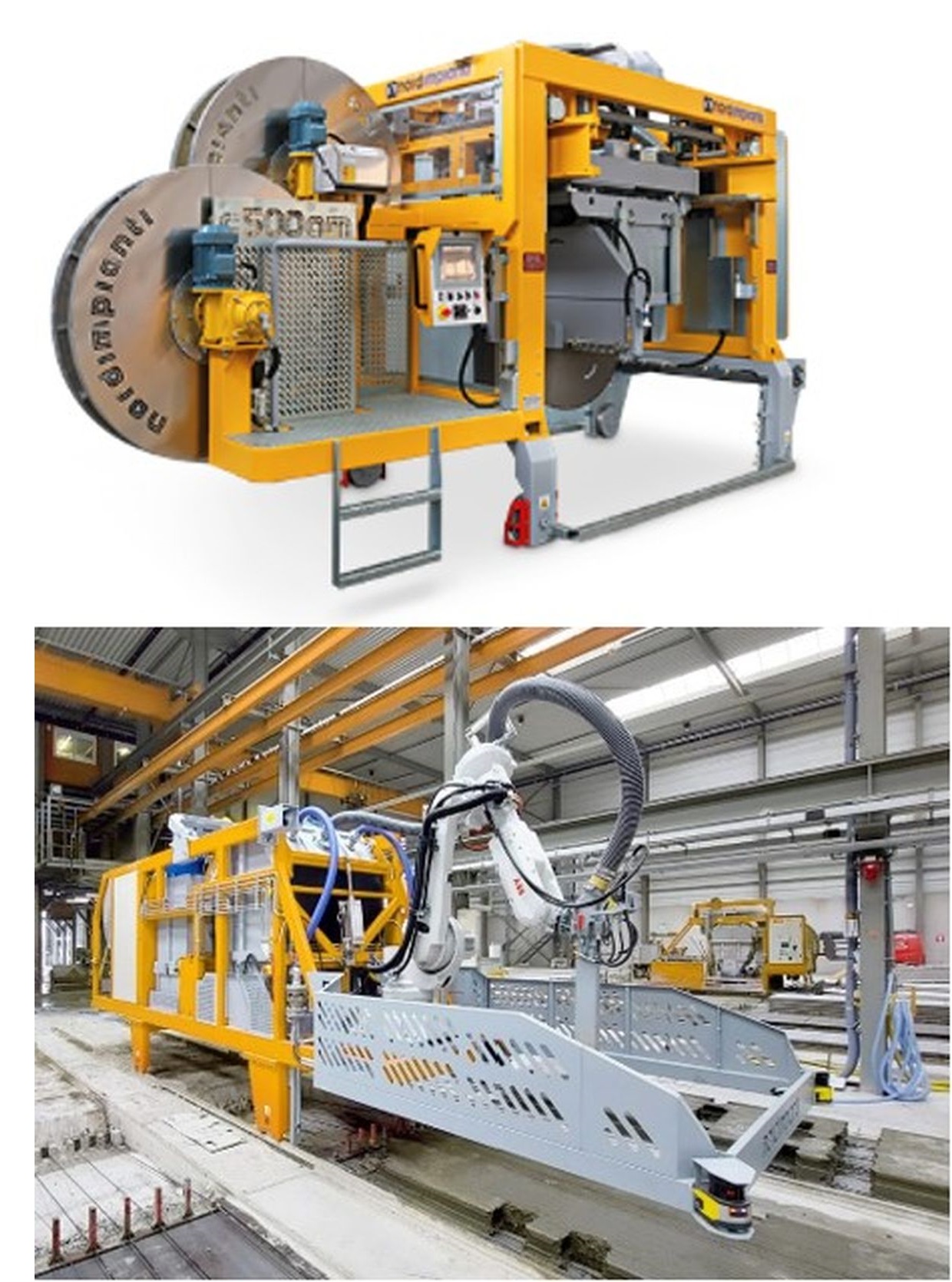 Після набору достатньої міцності заформований бетонний масив підлягає порізці на готові вироби. Порізка здійснюється пилкою, якою керує оператор. Однак і цей процес може бути автоматизований і такі рішення є у компанії Nordimpianti. Пила оснащується двома дублюючими пристроями вимірювання довжини – лазерним далекоміром та декодером, встановленим на колесо, для найбільш точного контролю, а також додатковим модулем до PLC. У пилку задається програма порізки – довжина, кут різу та порядок розташування кожного виробу на виробничому стенді. Далі оператору достатньо лише вказати позначку нуля на початку стенду і лише періодично контролювати процес різання. Ця система дозволяє заощадити до 80% робочого часу оператора пили.
Після набору достатньої міцності заформований бетонний масив підлягає порізці на готові вироби. Порізка здійснюється пилкою, якою керує оператор. Однак і цей процес може бути автоматизований і такі рішення є у компанії Nordimpianti. Пила оснащується двома дублюючими пристроями вимірювання довжини – лазерним далекоміром та декодером, встановленим на колесо, для найбільш точного контролю, а також додатковим модулем до PLC. У пилку задається програма порізки – довжина, кут різу та порядок розташування кожного виробу на виробничому стенді. Далі оператору достатньо лише вказати позначку нуля на початку стенду і лише періодично контролювати процес різання. Ця система дозволяє заощадити до 80% робочого часу оператора пили.
Крім оптимізації робочого часу це дозволяє оператору перебувати поза зоною підвищеного шуму, створюваного диском при різанні залізобетонних виробів.
Крім систем автоматизації застосовуються також системи, що спрощують роботу операторів і підвищують безпеку виробничого процесу - управління механізмами за допомогою радіопультів, світлова індикація при русі машин та механізмів, захисні та запобіжні системи, встановлені всередині машин та механізмів, готові вчасно відключити перевантажений робочий орган та повідомити про аварійної ситуації оператора.
Всі системи автоматизації в комплексі створюють високотехнологічне підприємство, на якому перш за все приємно і комфортно працювати його співробітникам, підприємство здатне масово випускати високоякісний продукт, не схильний до впливу зовнішніх факторів, підприємство яке дійсно приносить прибуток і розраховане на роботу в довгостроковій перспективі. Кінцева мета компанії Nordimpianti – це допомога своїм партнерам у створенні такого підприємства і комфортного бізнесу.
Повна версія статті див. за посиланням: https://drive.google.com/drive/folders/1d2lg5aNb3xwEj9_TV66fbmyGYIR_H_xj?usp=sharing



















_1.jpg)

вологість:
тисе:
вітер:



{kind=link}
Заборонено і буде заблоковано:
- реклама
- спам та шахрайство
- образи, дискримінаційні висловлювання
Редакція не модерує коментарі, відповідальність за зміст коментарів несе автор коментаря. Редакція Build Portal залишає за собою право не погоджуватись з думкою автора коментаря, проте надає свободу слова відповідно до ст. 21, 24 та ст. 34 Конституції України.
Шановні читачі, читайте коментарі вдумливо, пам'ятайте, що автором коментарів можуть бути різні джерела.